
List of Heat Treatment processes
The process of heat treatment involves heating the material to a specific temperature, holding it at that temperature for a specified time and then cooling it at a specific rate to achieve the desired properties, such as increased strength, hardness, ductility and toughness. Here are some heat treatment processes include:
Table of Contents
Toggle1. Through Hardening
This process is commonly used in the Heat Treatment industry which can be done in different furnaces according to the requirements. It is a heat treatment process used to increase the hardness and strength of metals uniformly throughout their entire cross section.
Heating the metal to a temperature above its critical point changes the microstructure of the material, then rapidly cooling it in a quenching medium such as water, oil or polymer. During the quenching process the metal undergoes a transformation in its microstructure which results in the formation of hard, brittle structure known as Martensite.
To achieve the desired properties the quenching medium and cooling rate are very critical and they can significantly affect the final properties of the metal. Therefore, the through hardening process requires careful control to the cooling rate to achieve the desired properties without causing any defects to the material.

After quenching process, the metal is typically tempered to remove the brittleness, increase the hardness and improve its ductility and toughness.
Tempering process involves the heating of metal to a specific temperature below the critical point and holding it there to a specified time then allowing it to cool slowly. The specific temperature and time used on tempering depend on the desired properties of metal.
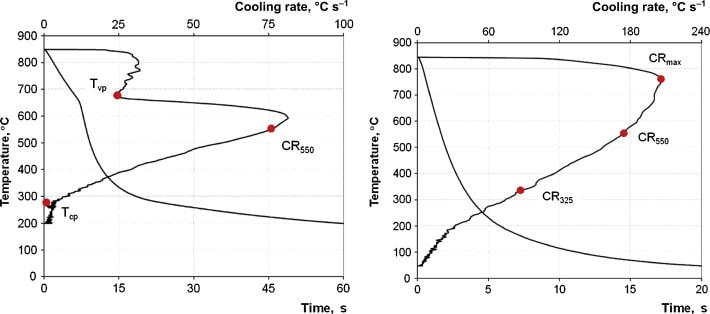
Graphical Representation:
The representation involves plotting the cooling rate against the resulting hardness of the material. This means in the through hardening process as the cooling rate increases, the materials hardness also increases.
If the cooling rate is low, the material undergoes a slow cooling which results in a microstructure consisting of course ferrite and pearlite. This microstructure is soft and ductile.
If the cooling rate increases, the material undergoes a fast cooling which results in a microstructure of fine ferrite and pearlite structure followed by bainite, and finally martensite. This microstructure is the hardest and most brittle.
In the martensite formation the material achieves maximum hardness. However, if the cooling rate is too high it can result in cracking or distortion of the material due to thermal stress.
Through Hard process is commonly used in the Manufacturing of various components such as tools, bearings, fasteners, bolts, Collar bushes, shafts, pins to improve their wear resistance and durability.
Advantages of Through Hardening:
The overall benefits of through hardening include:
- Increase hardness and wear resistance:
Through hardening results in a uniformly hardened surface and more wear resistance that makes it suitable for applications where the part will be subjected to high stress or wear. - Improved strength and durability:
Through hardening results in increases the strength and durability in materials by producing a uniform fine grained microstructure throughout the part that makes it less prone to cracking, fatigue failure and deformation. - Versatility:
Through hardening process can be applied to wide range of metals including steel, aluminium, copper alloys which making it a versatile heat treatment process. - Consistency:
Through Hardening produces a uniform hardness and microstructure throughout the entire material, which ensures consistent performance and quality of the final product. - Reduced Distortion:
Through hardening results in less distortion of the material as its minimises the temperature gradients between surface and core of the part. The is particularly important where Dimensional Stability is critical.
Applications of Through Hardening:
Here are some common applications of through hardening.
- Automotive Industry
- Aerospace Industry
- Tool and Die Industry
- Construction Industry
- Oil and Gas Industry
2. Case Hardening
This is the heat treatment process where the chemical properties of the steel’s surface are hardened by adding the thin layer of carbon or nitrogen. This process used to increase the hardness and wear resistance of the surface of the material by maintaining its toughness and ductility in the interior.
The case hardening process involves where the steel has low carbon content, which has poor to no hardenability on its own. This technique is also known as face hardening as its only harden the material according to the required case depth.
The materials with low carbon content which are not normally hardenable due to low quantity of carbon are treated chemically to increase the hardness on the surface, the material underneath the hardened layer (inner core) remains minimally changed by this process. The inner core is more ductile or softer than the hardened surface layer.
The main results of case hardening process are to increase surface hardness and wear resistance, while maintaining the toughness and ductility of the core
Graphical Representation:
The representation involves plotting the temperature-time graph showing the various stages of heat treatment process. The graph shows the temperature of the metal over time as it is heated to the desired temperature and held at that temperature for a specified amount of time. This stage is known as the soaking period and allows the metal to reach a uniform temperature throughout its thickness.
The graph than shows the quenching stage where the metal is rapidly cooled by immersion in a cooling medium. This causes the surface of the metal to harden while the core remains relatively soft and ductile.
Finally the graph shows the temperature stage where the metal is heated again to a lower temperature to reduce its brittleness and improve its toughness. This stage is critically important to ensure that the metal doesn’t become too brittle and susceptible to cracking and breaking under stress.
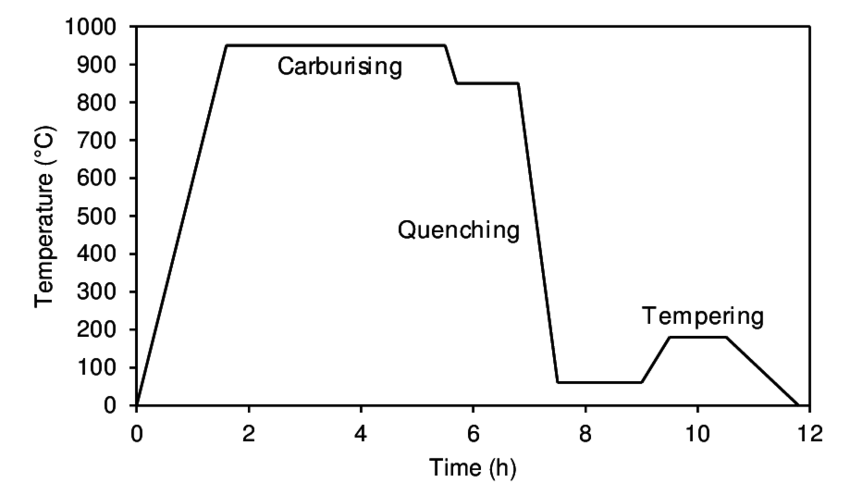
Overall, the graphical representation of the case hardening process would help to visualise and understand the temperature and time requirements of the process, as well the resulting changes in the properties of the metal.
Carburizing:
In this heat treatment process, the metal is heated in a carbon rich environment. The carbon diffuses into the surface of the metal and forms a hard, wear-resistant layer.
The full process of case hardening typically involves the following steps:
- Cleaning and Pre Heating:
The material is thoroughly cleaned to remove any dirt, oil or other contaminants from its surface by the help of chemical solution with a certain temperature and jog the material to clean properly in the washing furnace. After washing the material is pre heated in the pre heating furnace. - Carburizing:
The material is packed or fixed in the fixture in the presence of a carbon-rich atmosphere such as gas mixture of Methanol, LPG at the temperature between 870°-980° celsius (1598°F- 1796°F) for specified time according to the requirements. - Quenching:
The material is rapidly cooled in a liquid such as quenching oil or water to harden the surface layer. In this process after the low carbon steel component has been exposed to carbon rich atmosphere and has developed a hard and wear resistance surface, it is necessary to rapidly cool it to achieve the desired properties. The rapid cooling helps to “freeze” the carbon atoms in place and prevent them from diffusing back out of the surface layer. However, quenching can also lead to some risks, such as distortion, cracking or brittleness. These risks can be minimised by selecting appropriate quenching parameters, such as cooling rate and the quenching medium and by tempering the component after quenching to improve its toughness and ductility. - Tempering:
After quenching, the component is usually tempered to reduce its brittleness and improve its toughness and ductility. Tempering involves heating the component to a lower temperature and holding it there for a specified time before allowing it to cool slowly.Case hardening is commonly used in the manufacture of gears, bearings and other high wear components that require a hard and wear resistant surface while maintaining a tough and ductile core.
There are several types of carburizing processes the vary based on the type of atmosphere used with temperature and duration of the treatment. Here are some common types of carburizing processes that are commonly used in Heat Treatment:
- Gas Carburizing
- Liquid Carburizing
- Pack Carburizing
- Plasma Carburizing
- Salt Bath Carburizing
Advantages of Carburizing:
The overall benefits of carburizing include:
- Improved Wear Resistance:
By Creating a high carbon layer on the surface, carburizing enhances the wear resistance of the steel component. This is used in applications where the part comes into contact with other surfaces and experiences friction such as gears, camshafts and bearings. - Surface Hardness:
Carburizing helps to increase the hardness of the outer layer of the steel component making it more resistant to wear, deformation and abrasion. This is particularly beneficial for parts that are subjected to heavy loads or sliding friction. - Increase Fatigue Strength:
Carburizing can improve the fatigue strength of the steel component, making it more resistant to cyclic loading and extending its surface life. This is beneficial in components subjected to repetitive stress such as crankshafts and connecting rods. - Case Depth Control:
The carburizing process allows for precise control over the depth of the carbon-enriched layer. This depth can be adjusted based on the specific requirements of the component. - Dimensional Stability:
Caburizing typically involves a quenching step after the carbon diffusion, which helps in retaining the desired shape and dimensions of the component. - Retention of core properties:
Caburizing primarily affects the surface of the component, leaving the core relatively unaffected. This allows the component to retain its inherent toughness, ductility and other desirable properties.
Nitriding:
This is the heat treatment process used to harden the surface of metal parts. In this process the nitrogen gas introduces to the surface of the material which creates a hard and wear-resistant surface layer.
Here we discuss the full process of Nitriding in the following steps below.
- Preparation:
Before nitriding the metal part is cleaned and pre heated to a temperature around 450-500°c (842-932°F). This process is done to remove impurities and prepare the part for nitriding process. - Loading:
After washing and pre-heating the part is loaded in the nitriding furnace. The furnace is sealed to prevent air from entering, which could interfere with the nitriding process. - Nitriding Process:
The clean and pre heated part is placed in a Sealed furnace or Box Type furnace that is filled with a nitrogen rich atmosphere, typically ammonia gas. The part is heated to a specified temperature for a specified time. - Diffusion:
The high temperature and iron rich atmosphere cause nitrogen to diffuse into the surface of the metal part, creating a layer of iron nitride. The depth and thickness of the nitrided layer can be controlled by adjusting the process parameters, such as time and temperature. - Tempering:
Tempering is the heat treatment process that can be done to further remove the mechanical and physical properties of the nitrided part and improve its ductility, toughness and impact resistance. During tempering the nitrogen atoms in the nitride layer diffuse further into the base material, resulting in the reduction of the hardness and an increase in the toughness of the part. The exact temperature and time used in the tempering depends upon the material being treated and the mechanical properties. - Post Nitriding:
Depending on the application, the part may undergo additional post-nitriding treatment steps such as polishing or shot-peening.
There are several types of nitriding processes the vary based on the type of atmosphere used with temperature and duration of the treatment. Here are some common types of nitriding processes:
- Gas Nitriding
- Plasma Nitriding
- Salt Bath Nitriding
- Ion Nitriding
- Plasma-assisted Nitriding
Carbonitriding:
Carbonitriding is a case hardening heat treatment process that combines the benefits of both carburizing and nitriding. This process involves adding both carbon and nitrogen to the surface of the material to create a hard, wear resistant outer layer.
The full process of case hardening typically involves the following steps:
- Preparation:
The material is thoroughly cleaned and prepared for the carbonitriding process, typically by removing any dirt, oil or other contaminants from its surface by the help of chemical solution with a certain temperature and jog the material to clean properly in the washing furnace. After washing the material is pre heated in the pre heating furnace. - Pre Heating:
The material is packed or fixed in the fixture and preheated to a temperature between 450°-600° celsius (842°F- 1112°F) for specified time according to the requirements. - Carbonitriding:
The material is placed in a furnace or chamber with an atmosphere containing a mixture of hydrocarbons and ammonia. The carbon and nitrogen in the atmosphere react with the surface of the material forming a hard, wear resistant outer layer of nitrides and high-carbon steel. - Diffusion:
The carbon and nitrogen diffuse into the surface of the material depending on the material being processed. - Quenching:
The material is than rapidly cooled by quenching it in a liquid medium such as oil or water. The rapid cooling rate produces a hard, wear resistant outer layer, while the core remains relatively soft and ductile. - Tempering:
The material is then tempered to reduce any residual stresses and improve its toughness.
Carbonitriding can be used on a variety of materials, including low-carbon steels, high carbon steels and cast irons, and can produce a range of surface hardness levels and wear resistance properties.
There are several types of carbonitriding processes the vary based on the type of atmosphere used with temperature and duration of the treatment. Here are some common types of carbonitriding processes:
- Gas Carbonitriding
- Low Temperature Carbonitriding
- High Temperature Carbonitriding
- Salt Bath Carbonitriding
- Plasma-assisted Carbonitriding